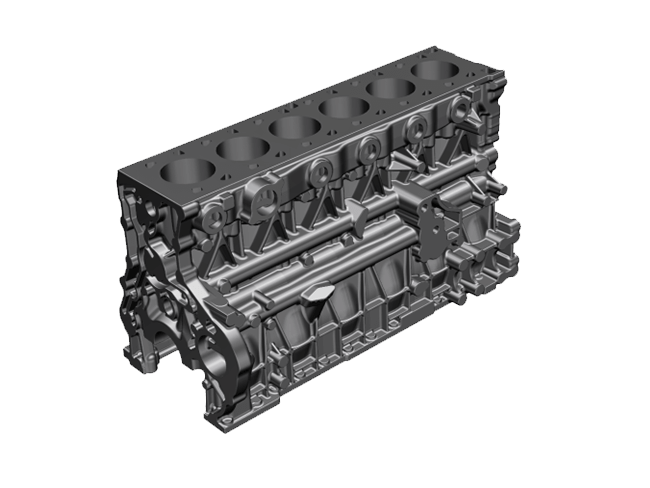

830×419×464mmGrundgröße
Prozessmerkmale:Reihensechszylinder mit Trockenlaufbuchse. Die Kernwandstärke des Wassergehäuses des Zylinderblocks ist relativ dünn (lokal 4 mm), und der Sandkern ist leicht zu verformen, was leicht zu Instabilität der Wandstärke des Zylinderlochs führen kann. Im Gießprozess sind am Zylinderkopf des Wassergehäusekerns parallele Kernköpfe angebracht, um die Steifigkeit zu erhöhen und die Verformung des Sandkerns zu verhindern. Darüber hinaus wird ein integraler Kernmontageprozess angewendet, d. h. der Wassergehäusekern und der Stößelkern werden vor dem Tauchlackieren auf der Hauptkernbaugruppe montiert, gefolgt von einem integralen Tauchlackieren. Im gesamten Produktionsprozess werden Roboter für das Kernen, die Kernmontage, das Tauchlackieren und das Kernsetzen eingesetzt, um die Positionsgenauigkeit des Sandkerns zu gewährleisten und somit die Wandstärke des Zylinderlochs sicherzustellen und die Maßhaltigkeit der Gussstücke zu verbessern.
Materialanforderungen:Bezeichnung HT325, Körperfestigkeit ≥300 Mpa.